

Working Condition IoT Management Platform
— Intelligent Engine for Sewing Industry Equipment
"Empowering Industry through IoT
Driving Future Production with
Data-Driven Intelligence"
The Connected Equipment Management Platform is an IoT-based system designed for comprehensive equipment management and production state monitoring. It encompasses device connectivity, real-time data acquisition, predictive fault warning, and advanced data analytics to enhance operational efficiency and system intelligence. This platform drives measurable improvements across production throughput, equipment reliability, and overall equipment effectiveness (OEE) metrics.
Core Functional Highlights: Building an Intelligent Equipment Management Closed-Loop
Our platform delivers FOUR core modules that create an integrated closed-loop system from data acquisition to actionable decision analytics, ensuring precise and targeted management.
Module 1: Seamless Multi-Brand Equipment Interconnectivity
Eliminate information silos and establish unified device communication protocols.
- Broad Protocol SupportNative integration with industry-standard protocols including OPC UA, MODBUS, and MQTT; compatible with virtually all major sewing machinery brands in the market.
- Real-Time Data Acquisition Millisecond-level real-time capture of device operating status, production counts, energy consumption, and critical operational metrics—stablishing the foundation for authentic digital manufacturing.
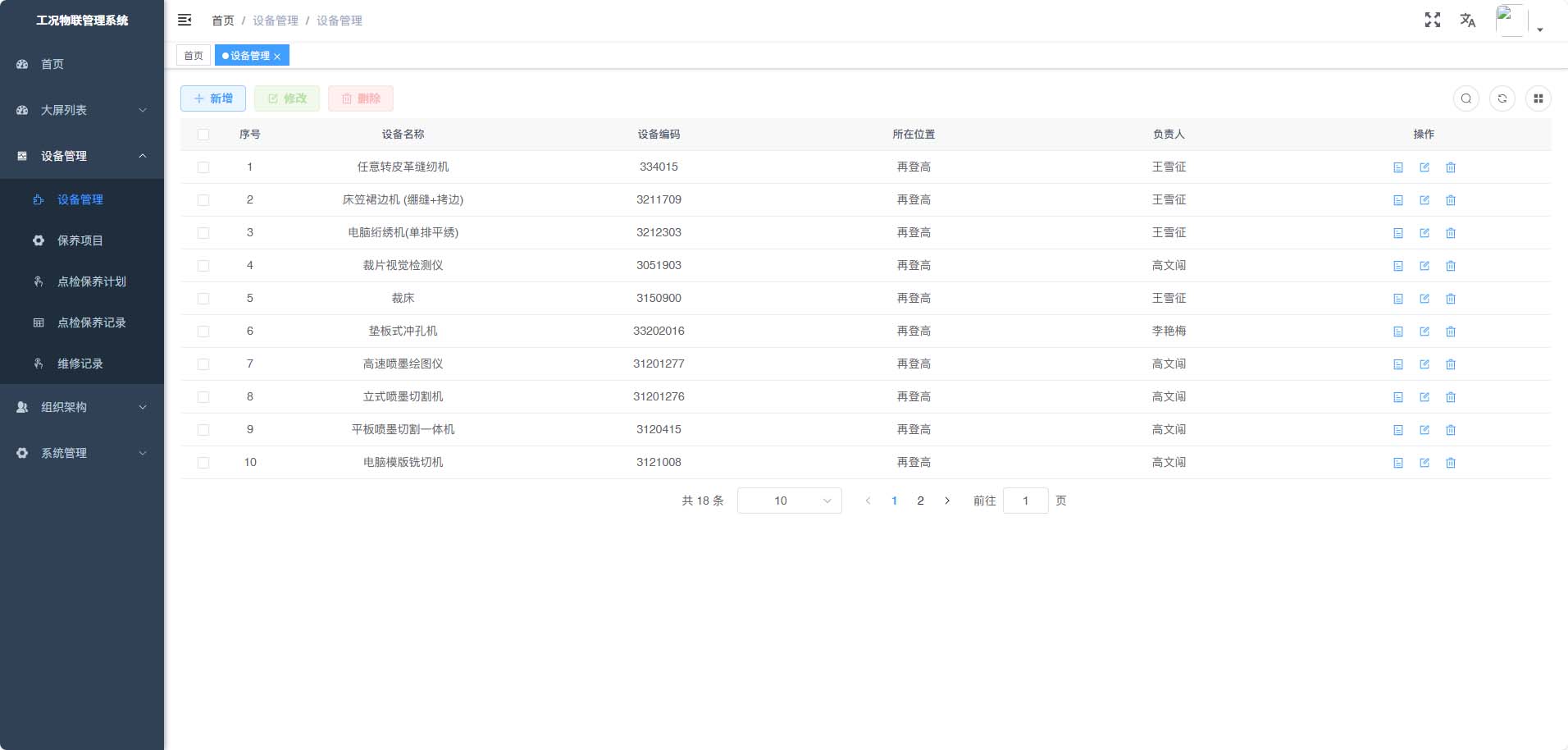
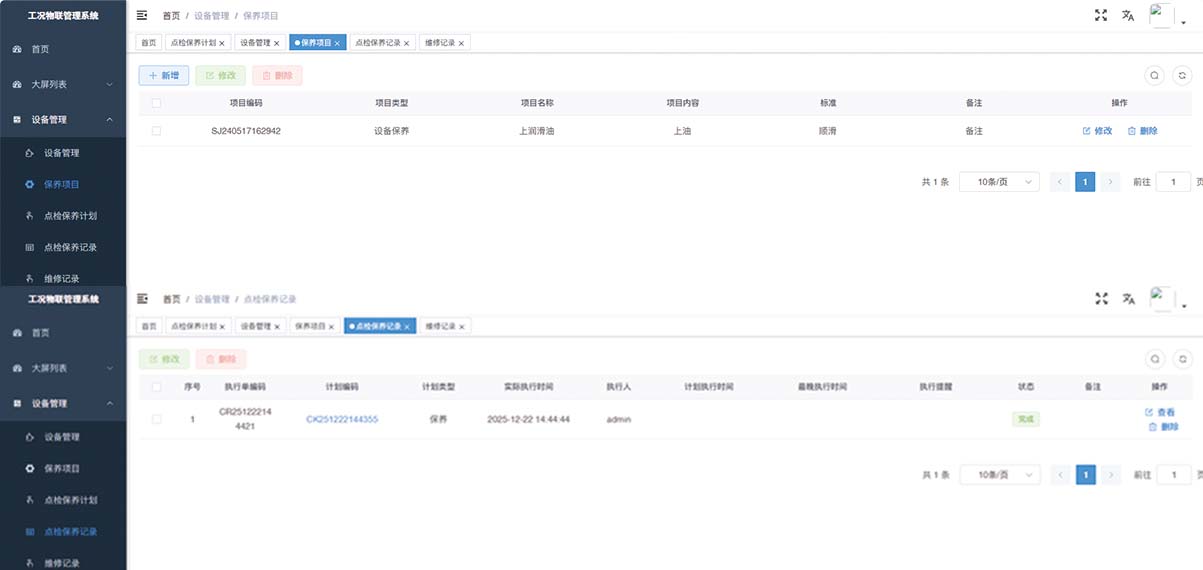
Module 2: Integrated Production Operations & Maintenance Management
Transition from paper-based processes to comprehensive digital equipment health records.
- Paperless Closed-Loop WorkflowComplete digital management spanning inspection scheduling, single-click fault reporting, maintenance process logging, and inspection verification.
- Process Parameter BindingLink manufacturing specifications directly to equipment parameters, ensuring consistent production quality across all operations.

Module 3: Intelligent Predictive Alerts & Quality Assurance
Leverage equipment models to identify risks early and maintain unwavering quality standards.
- Predictive MaintenanceModel-based fault prediction and analysis algorithms that anticipate equipment degradation, enabling proactive maintenance instead of reactive repairs.
- Quality Traceability SystemAutomated capture and analysis of conforming/non-conforming product data with intelligent trend visualization and reporting.
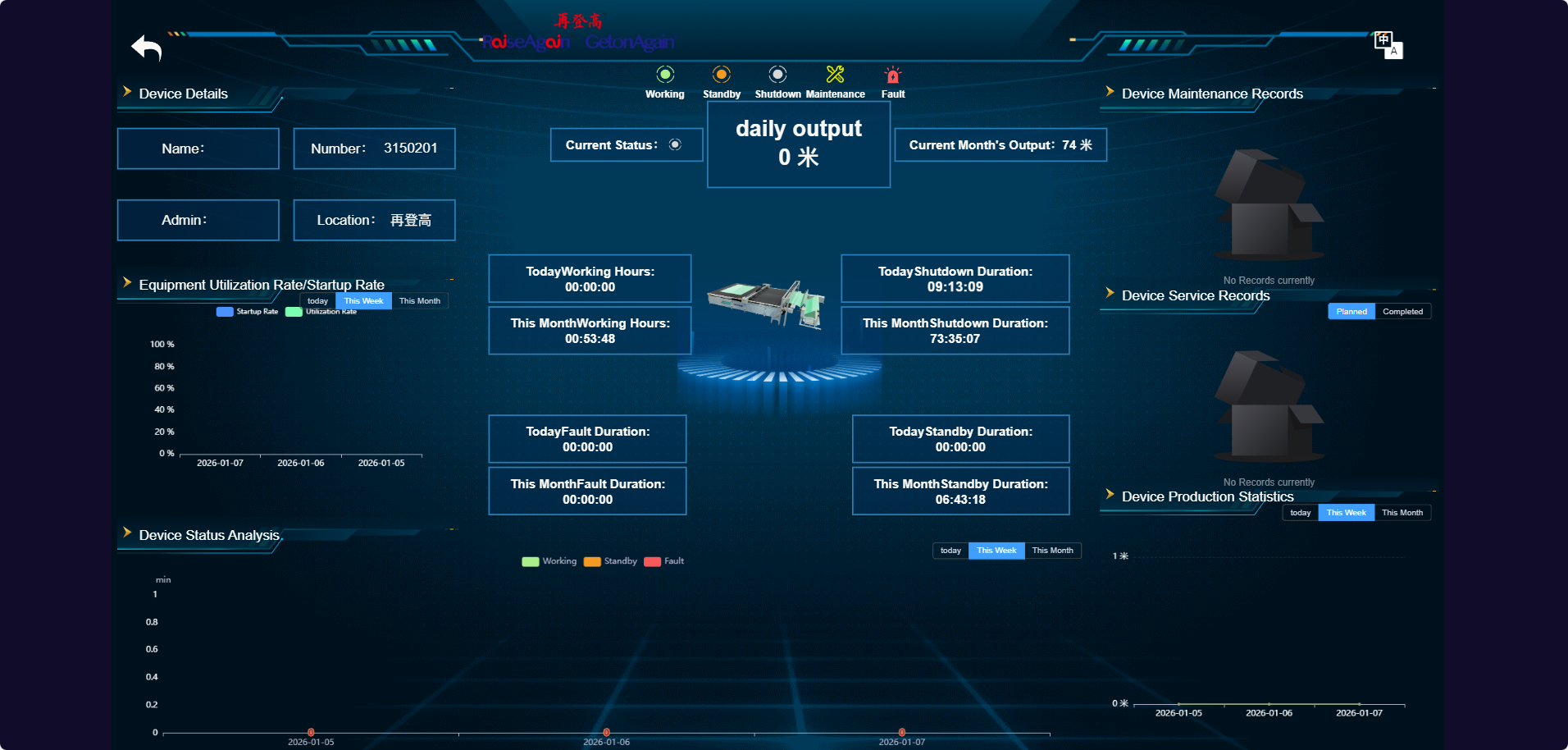
Module 4: Real-Time Monitoring & Intelligent Decision Dashboard
Achieve complete factory visibility in single screen with data-driven decision support.
- Production Transparency DashboardReal-time updates on production capacity achievement rates, equipment status distribution, and OEE performance metrics—providing complete shop floor visibility.
- Mobile-First CollaborationFull mobile and tablet support enabling management teams to monitor operations and make decisions from any location.
Industry Pain Points & Targeted Solutions
Common Industry Challenges
Equipment Black Box:
Lack of operational visibility, unclear downtime causes, and management decisions based on guesswork rather than data.
Data Latency:
Manual production reporting creates information delays, data inaccuracies, and flawed decision-making processes.
Knowledge Transfer Gap:
Maintenance expertise concentrated in experiencedtechnicians; difficulty transferring skills and recurring equipmentfailures difficult to resolve.
Role-Specific Solutions
For Executives & Plant Directors:
ChallengeProduction data dependent on manual worker input; delayed information updates; unclear production progress; chaotic schedule adjustments.
SolutionReal-time production volume tracking with millisecond-level data refresh. Every stitch is visible, giving you complete control over production operations.
For IT & Equipment Managers:
ChallengeDiverse equipment brands with incompatible protocols; complex data collection; overwhelming maintenance workload.
SolutionUnified protocol integration with standardized operations proceduresAbstract underlying complexity and reduce technical overhead while maintaining disciplinedequipment management.
Practical Application Cases
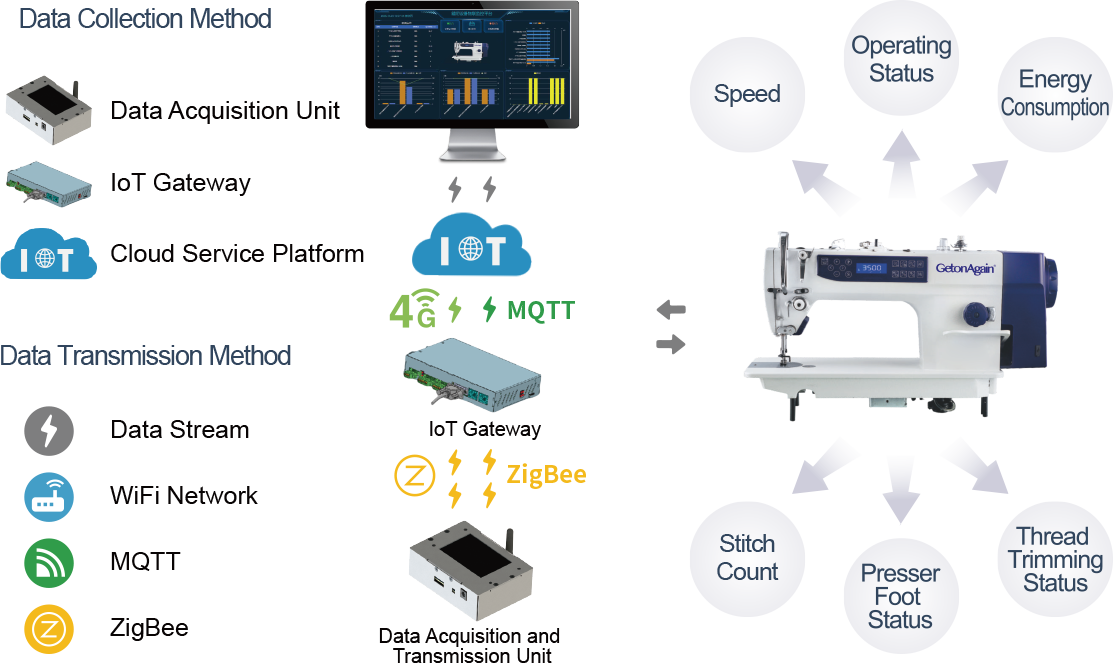
Sensor-Based Integration Mode
IoT Equipment: External Sensor Approach
The system employs external sensors paired with the GOA-CDARD data acquisition unit. The Connected Equipment Management Platform's data acquisition service captures real-time equipment energy consumption, operating status, rotational speed, stitch count, presser foot position, and thread trimming status. The equipment data processing service applies real-time analytics and transmits processed data to the IoT monitoring dashboard, providing immediate feedback on actual equipment performance.
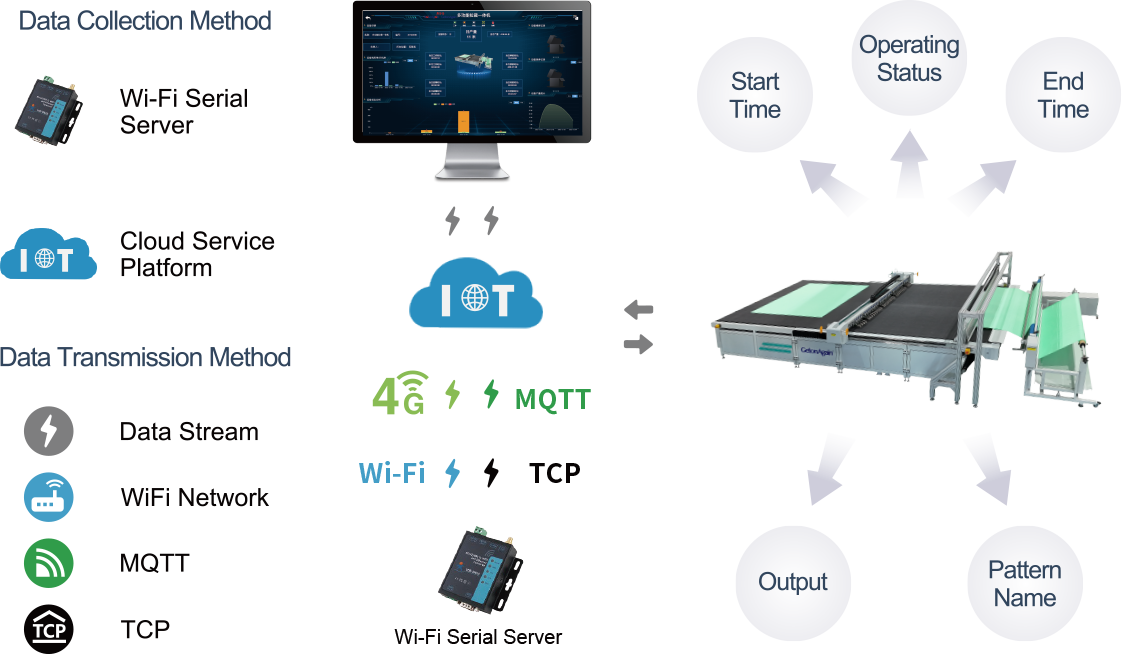
Interface-Based Integration Mode
IoT Equipment: Native Device Interface Approach
Devices with integrated network capabilities connect through their host computer systems. The Connected Equipment Management Platform's data acquisition service captures equipment operating status and production data (start time, end time, production count, pattern name) in real time. The equipment data processing service processes this information and transmits data to the IoT monitoring dashboard, providing real-time visibility into actual equipment operation.
System Deployment & Security Architecture
Rapid Deployment with Seamless Upgrades
Modular architecture design enables quick integration for both new factory installations and legacy system upgrades, minimizing disruption to ongoing production operations.
On-Premises Deployment with Complete Data Sovereignty
Supports local private deployment with strict role-based access control and audit mechanisms, ensuring your critical production data remains fully under your control and secure.